સી અક્ષ સાથે CH61200L CNC ટર્નિંગ સેન્ટર
સંક્ષિપ્ત સૂચના
આ મશીન સી એક્સિસ, ફીડ એક્સ અને ઝેડ એક્સિસ સાથે મેટેડ છે, ત્રણ એક્સિસ લિન્કેજ હોઈ શકે છે અને મલ્ટિ-ફંક્શન અને ઉચ્ચ કટિંગ કાર્યક્ષમતા સાથે આગળ વધી શકે છે.
SIEMENS 828D CNC સિસ્ટમ સાથે મેટેડ.
સ્પિન્ડલ સ્પીડના બે ગિયર્સ, અને ગિયર્સની અંદર સ્ટેપલેસ સ્પીડ, હાઇડ્રોલિક ગિયર શિફ્ટ, સતત લાઇન સ્પીડ કટિંગ.મુખ્ય સ્પિન્ડલ મોટર SIEMENS 37KW AC સર્વો મોટર છે, સ્પીડ ઘટાડે છે અને ગિયર્સ દ્વારા ટોર્ક વધારો, સ્પિન્ડલ સ્પીડ 5-200rpm છે.
C અક્ષને ઉચ્ચ ચોકસાઇવાળા AC સર્વો મોટર, અને હાઇડ્રોલિક ઓટોમેટિક લોકીંગ દ્વારા અનુક્રમિત કરવામાં આવે છે, અને વાસ્તવિક સ્થિતિની તપાસ માટે ગોળ જાળીનો ઉપયોગ કરીને;X અક્ષ સિમેન્સ એસી સર્વો મોટર સંચાલિત અને ઉચ્ચ ચોકસાઇવાળા બોલ સ્ક્રુ જોડીને બાજુની હિલચાલને સમજવા માટે અપનાવે છે, Z અક્ષ સિમેન્સ એસી સર્વો મોટર ડ્રાઇવ ઉચ્ચ ચોકસાઇ કૃમિ રીડ્યુસરને રેખાંશમાં ખસેડવા માટે અપનાવે છે, બંને X, Z અક્ષ વાસ્તવિક સ્થિતિ શોધવા માટે ગ્રેટિંગથી સજ્જ છે, સારી સ્થિતિની ચોકસાઈ અને પુનરાવર્તિત સ્થિતિ ચોકસાઈ સાથે બંધ લૂપ નિયંત્રણ
મશીનનો ઉપયોગ
આ એક ઉચ્ચ કાર્યક્ષમતા કટીંગ મશીન છે, જે કાસ્ટ આયર્ન, સ્ટીલ અને નોન-ફેરસ મેટલ પ્રોસેસિંગને હાઇ-સ્પીડ સ્ટીલ અને હાર્ડ એલોય ટૂલ સાથે કાપવા માટે યોગ્ય છે.તે બાહ્ય વર્તુળ, અંતિમ ચહેરો, ગ્રુવ કાપવા, કટીંગ ઓફ, આંતરિક છિદ્રને કટીંગ, કીવે મીલિંગ, સર્પાકાર ગ્રુવ, ડ્રિલિંગ અને ટેપીંગ કરી શકે છે.
વર્કપીસનો સ્કેચ મેપ:
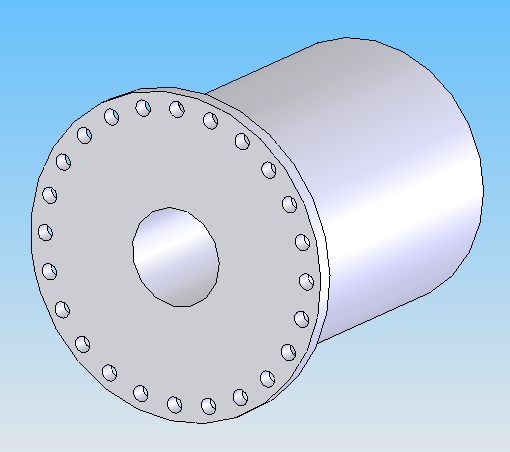

મીલિંગ કીવે

બદલાતી પિચ સાથે મીલિંગ થ્રેડ
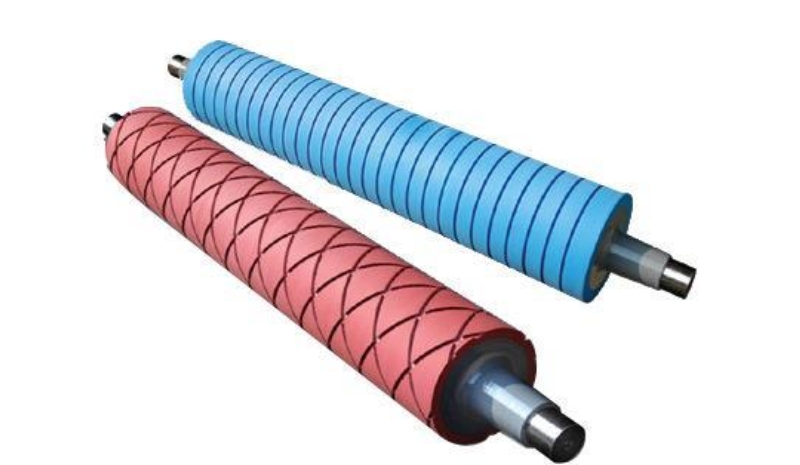
મિલિંગ સર્પાકાર ગ્રુવ, સ્કેલ પેટર્ન
પરિમાણ અને ક્ષમતા
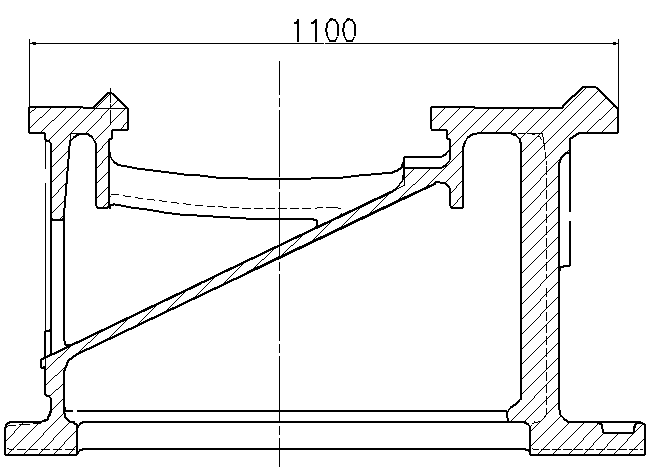
| માર્ગદર્શિકા માર્ગની પહોળાઈ | 1100 મીમી |
| મહત્તમપથારી પર સ્વિંગ વ્યાસ | φ2040 મીમી |
| મહત્તમટૂલ પોસ્ટ પર સ્વિંગ વ્યાસ | φ1500 મીમી |
| મહત્તમવર્કપીસ લંબાઈ | 12000 મીમી |
| મહત્તમકેન્દ્ર વચ્ચે વર્કપીસ વજન | 10T |
| મુખ્ય ટ્રાન્સમિશન | |
| સ્પિન્ડલનું આગળનું બેરિંગ | φ220 મીમી |
| સ્પિન્ડલ ઝડપ શ્રેણી | 5-200r/મિનિટ |
| સ્પિન્ડલ બોર વ્યાસ | φ130 મીમી |
| સ્પિન્ડલ હોલનો આગળનો ટેપર | મેટ્રિક નંબર 140 |
| મુખ્ય મોટર પાવર, સર્વો મોટર | 37KW |
| સ્પેક.સ્પિન્ડલ એન્ડ ઓફ | 1:30 |
| ફીડ ટ્રાન્સમિશન | |
| એક્સ અક્ષની મુસાફરી | 85 મીમી |
| z અક્ષની મુસાફરી | 11800 મીમી |
| x અક્ષ ઝડપી મુસાફરીની ગતિ | 4મી/મિનિટ |
| z અક્ષ ઝડપી મુસાફરીની ગતિ | 4મી/મિનિટ |
| સર્વો મોટર ટોર્ક od x અક્ષ | 27Nm |
| સર્વો મોટર ટોર્ક od z અક્ષ | 36Nm |
| આડી 8 સ્થિતિ પાવર સંઘાડો | 0.5.473.532.8 |
| ટૂલ શેંકના વિભાગનું કદ | 32mmx32mm |
| ટેલસ્ટોક | |
| ટેલસ્ટોકનો ક્વિલ વ્યાસ | φ260 મીમી |
| ક્વિલ મુસાફરી | 300 મીમી |
| ક્વિલનું ટેપર હોલ | મેટ્રિક નંબર 80 |
| સહાયક સ્થિર આરામ (2 સેટ) | |
| બંધ સ્થિર આરામ | φ400-φ700mm |
| ચક | |
| ચાર જડબાના ચક | φ1600 મીમી |
| સી અક્ષ | |
| મહત્તમક્લેમ્પ્ડ સ્થિતિ હેઠળ ટોર્ક | 3000Nm |
| C અક્ષની સ્થિતિની ચોકસાઈ | 36″ |
| C અક્ષની સ્થિતિની ચોકસાઈનું પુનરાવર્તન કરો | 18″ |
મુખ્ય માળખું
1) પથારી
પલંગ એ 1100mm ની પહોળાઈ અને ઉચ્ચ તાકાત રેઝિન સેન્ડ કાસ્ટિંગ સાથે ફ્લોર ટાઈપ બેડ છે.સામગ્રી HT300 છે.બેડમાં મજબૂત કઠોરતા, મોટી બેરિંગ ક્ષમતા અને સારી સ્થિરતાના ફાયદા છે
માર્ગદર્શિકા માર્ગ એક પર્વત અને એક સપાટ માળખું છે, માર્ગદર્શિકા માર્ગની કઠિનતા HRC52 થી ઉપર છે, જાડા સખ્તાઈની ઊંડાઈ જમીનમાં મદદરૂપ છે.
પથારીના શરીરની અંદરની પોલાણને W આકારની રિઇન્ફોર્સિંગ પાંસળી આપવામાં આવે છે, જે મશીન બેડની કઠોરતાને ખૂબ જ મજબૂત બનાવે છે અને બેરિંગ વજનને કારણે વિકૃતિ ઘટાડે છે.
બેડ કાસ્ટિંગના વૃદ્ધત્વ પછી, તે કાસ્ટિંગમાં શેષ તણાવને દૂર કરી શકે છે, અને મશીનની પ્રક્રિયા અને ઉપયોગમાં શેષ તણાવના પ્રકાશનને ઘટાડી શકે છે.
બેડના પાછળના ભાગમાં ઢાળવાળા અને કમાનવાળા છિદ્રો છે જેનો ઉપયોગ ચિપ દૂર કરવા માટે થાય છે.ચિપ, શીતક, લ્યુબ્રિકેટિંગ તેલ અને તેથી વધુને સીધા જ ચિપ ટ્રેમાં દૂર કરવામાં આવે છે.તેથી ચિપ સફાઈ અનુકૂળ છે, અને ઠંડક પ્રવાહીને રિસાયકલ કરી શકાય છે
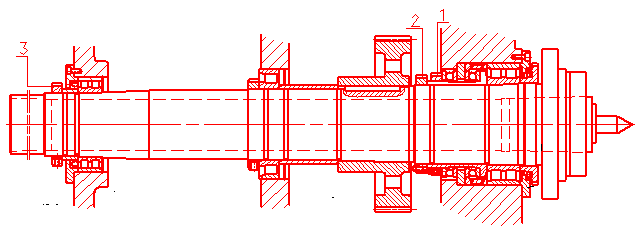
2) હેડસ્ટોક
સ્પિન્ડલ ત્રણ-બિંદુનો આધાર અપનાવે છે, જેમાં આગળનો છેડો નિશ્ચિત છેડા તરીકે, મધ્ય અને પાછળનો છેડો મુસાફરીના છેડા તરીકે, આગળનો અને પાછળનો છેડો મુખ્ય આધાર તરીકે અને મધ્યમ સહાયક આધાર તરીકે.અક્ષીય સ્થિતિ સ્પિન્ડલના આગળના છેડે સેટ કરવામાં આવે છે, જેથી સ્પિન્ડલ ગરમ થયા પછી પાછળની તરફ વિસ્તરે, મશીન ટૂલની ચોકસાઈ પર સ્પિન્ડલના થર્મલ એક્સ્ટેંશનની અસરને દૂર કરે છે.
લેથની મુખ્ય ડ્રાઇવ સિમેન્સ એસી સ્પિન્ડલ મોટર દ્વારા બેલ્ટ પુલી, ગિયર અને ફોર-સ્ટેજ હાઇડ્રોલિક ઓટોમેટિક શિફ્ટ દ્વારા અનુભવાય છે.સ્પિન્ડલની સતત ટોર્ક શ્રેણી મોટી છે અને સતત રેખીય ગતિ કટીંગને અનુભવી શકાય છે.સ્પિન્ડલ બેરિંગ એ એક ખાસ બેરિંગ છે, જેમાં ઉચ્ચ ચોકસાઇ અને મજબૂત કઠોરતા છે.
હેડસ્ટોકને મજબૂત તેલ દ્વારા લુબ્રિકેટ કરવામાં આવે છે, અને હેડસ્ટોક ગિયર્સ અને બેરિંગ્સને ખાસ તેલ પંપ દ્વારા લુબ્રિકેટ કરવામાં આવે છે.સ્પિન્ડલનો આગળનો છેડો ભુલભુલામણી અને સ્લોટની ડબલ સીલિંગ માળખું અપનાવે છે, જે અસરકારક રીતે તેલના લિકેજ અને વિદેશી વસ્તુઓને હેડસ્ટોકમાં પ્રવેશતા અટકાવી શકે છે.
3): ટૂલ પોસ્ટ
જર્મન સૉટર 8 પોઝિશન હોરિઝોન્ટલ ટરેટ 0.5.473.532.8 અપનાવો, આ બુર્જમાં બાહ્ય વર્તુળ, અંતિમ ચહેરો અને થ્રેડિંગ તેમજ મિલિંગ, ડ્રિલિંગ અને ટેપિંગનું કાર્ય છે.આ સંઘાડો તેના પર સ્થાપિત SIEMENS સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, અને તેને નીચેની એક્સેસરીઝ સાથે જોડવામાં આવે છે.
| સેર.ના. | નામ | પ્રકાર | જથ્થો |
| 1 | પાવર સંઘાડો | 0.5.473.532.8 | 1 |
| 2 | કટર વડા | 0.5.901.032/077790 | 1 |
| 3 | 0-ડિગ્રી પાવર કટર ધારક | 0.5.921.106-117859 | 1 |
| 4 | 90-ડિગ્રી પાવર કટર ધારક | 0.5.921.206-117866 | 1 |
| 5 | બાહ્ય વર્તુળ કટીંગ કટર ધારક | B2-60X32X60-113908 | 2 |
| 6 | આંતરિક વર્તુળ કટીંગ કટર ધારક | E2-60X50-113961 | 2 |

4)Z અને X અક્ષ:
X અક્ષના બોલ સ્ક્રુનો વ્યાસ φ40x5 છે, Z અક્ષ રેક અને ગિયર દ્વારા ચલાવવામાં આવે છે, દાંતનું મોડ્યુલ m=5 છે, અને z અક્ષ ગ્રેટીંગ રૂલર ફીડબેક દ્વારા સંપૂર્ણ બંધ લૂપ નિયંત્રણ અપનાવે છે.
5) પૂંછડીનો સ્ટોક
ટેલસ્ટોકમાં ઉપલા ભાગ અને નીચેના ભાગનો સમાવેશ થાય છે, ક્વિલ અને ક્વિલ સેન્ટર લાઇન એડજસ્ટિંગ સંસ્થા ઉપલા ભાગમાં સ્થાપિત થયેલ છે.ટેલસ્ટોકની મુસાફરી મોટર દ્વારા ચલાવવામાં આવે છે.ટેલસ્ટોકની ક્વિલ ફેરવી શકે છે.
6) લ્યુબ્રિકેશન સિસ્ટમ
હેડસ્ટોક, ગિયર્સ અને હેડસ્ટોકમાં બેરિંગ અને અન્ય કેસોમાં બેરિંગ્સનું લ્યુબ્રિકેશન ખાસ પંપ દ્વારા પૂરું પાડવામાં આવે છે, બોલ સ્ક્રૂના બેરિંગ્સનું લુબ્રિકેટિંગ અને મશીનના દરેક લ્યુબ્રિકેટિંગ બિંદુ તૂટક તૂટક અને કેન્દ્રિત લ્યુબ્રિકેશન અપનાવે છે, અને લ્યુબ્રિકેશન સમય એડજસ્ટેબલ છે, જેથી તે અસરકારક રીતે લ્યુબ્રિકેટિંગ તેલનો બગાડ અટકાવે છે, અને મશીનના ગતિશીલ પ્રતિભાવ અને માર્ગદર્શિકા માર્ગ અને બોલ સ્ક્રૂની સેવા જીવનને અસરકારક રીતે સુધારી શકે છે.
હાઇડ્રોલિક સિસ્ટમ
હાઇડ્રોલિક સિસ્ટમનો ઉપયોગ સ્પિન્ડલ સ્પીડના સ્વચાલિત ફેરફાર અને હેડસ્ટોકમાં ગિયર્સના ફરજિયાત શીતક તેમજ C ધરીના સ્વચાલિત લોક માટે થાય છે.
7)C અક્ષ
સી અક્ષ સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, સ્પિન્ડલ અને સી અક્ષના ટ્રાન્સમિશન મોડ પર આપમેળે સ્વિચ કરી શકે છે, સ્પિન્ડલનો પાછળનો ભાગ સી અક્ષની ઉચ્ચ ચોકસાઇવાળા ગોળાકાર ગ્રેટિંગ અને બ્રેક ડેમ્પિંગ મિકેનિઝમ સાથે ફીટ થયેલ છે.સંપૂર્ણ બંધ-લૂપ માપન સિસ્ટમ સાથે.
મશીનની ચોકસાઈ
| બાહ્ય વર્તુળ કાપવાનું સમાપ્ત કરો | 0.005 મીમી |
| મશીનિંગ સુસંગતતા, 300mm લંબાઈ પર | 0.03 મીમી |
| ફિનિશ કટીંગ ફ્લેટની સપાટતા, | |
| 300mm વ્યાસ પર | 0.025mm, અંતર્મુખ |
| એક્સ અક્ષ | |
| સ્થિતિની ચોકસાઈ | X≤0.03mm |
| સ્થિતિની ચોકસાઈનું પુનરાવર્તન કરો | X≤0.012mm |
| Z અક્ષ | |
| 10000mm લંબાઈ પર, સ્થિતિની ચોકસાઈ | X≤0.13mm |
| સ્થિતિની ચોકસાઈનું પુનરાવર્તન કરો | X≤0.05mm |
| સી અક્ષ | |
| સ્થિતિની ચોકસાઈ | 36” |
| સ્થિતિની ચોકસાઈનું પુનરાવર્તન કરો | 18” |